 当前位置:
当前位置:




对于工装夹具来说,我们生活中还是用到很多的,下面由工装夹具厂家小编为大家分享一下有关工装夹具设计的一些要求。
一、精准定位元器件
商品在工装中的精准定位,是根据商品上的精准定位标准表层与工作服上精准定位元器件的工作中表层触碰或协调来保持的,这儿按精准定位元器件的精准定位形式来分。
1、固定定位元器件
这类精准定位在安上工作服后,通常已不拆装和调节。
2、可调式精准定位元器件(在工作服上,选择点部位能够 调节的精准定位元器件)
3、波动精准定位元器件
就是指在商品在精准定位的全过程中,其选择点的部位能够 随市场定位投影面部位的转换而全自动与之相一致。
波动精准定位元器件能够 与商品有二点或三点的触碰,事实上只有一个固定不动支撑板点在起功效,只受限商品的1个自在度。
4、协助精准定位元器件(用以提高商品放进工作服的可依赖性,而不起关键精准定位功效)
3个固定定位元器件主导精准定位元器件,因为产品品种缘故,商品在放进工作服时存有鲜红色圈里一部分斜放,造成 装配线不稳定,故提高了1个协助精准定位元器件。
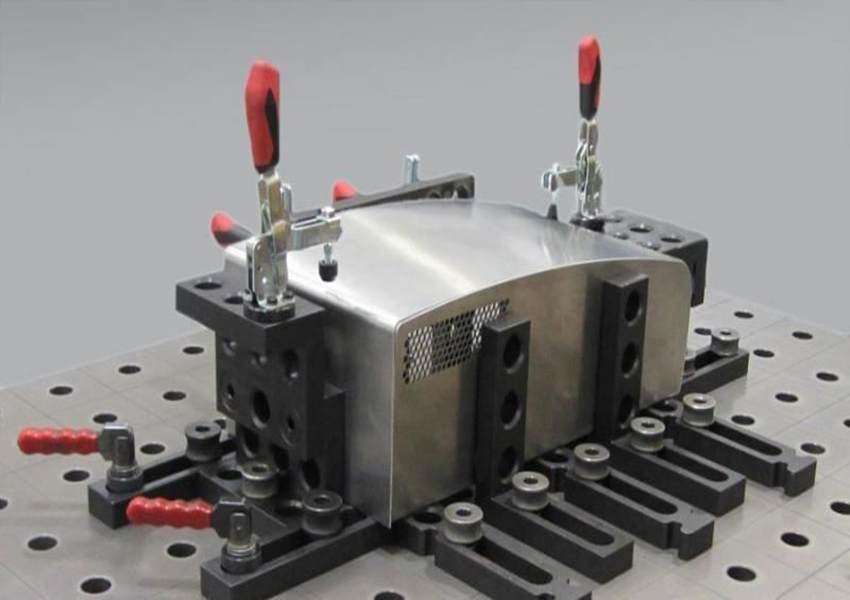
二、夹模(用商品外观设计精准定位夹装的zhuan用工具)
设计方案要领:
1、该类夹模关键用以台钳上,其长短能够 根据实际提取;
2、夹模上能够 设计方案别的协助定位设备,通常选用焊接方式联接夹模;
3、模芯构造规格由详细情况明确;
4、在动模上的适度部位紧配直经12的定位销,定模相对部位的精准定位孔拖动协调定位销;
5、装配线凹模在设计方案时要在无收拢的毛胚stp文件的外观设计面基础上偏位变大0.1mm。
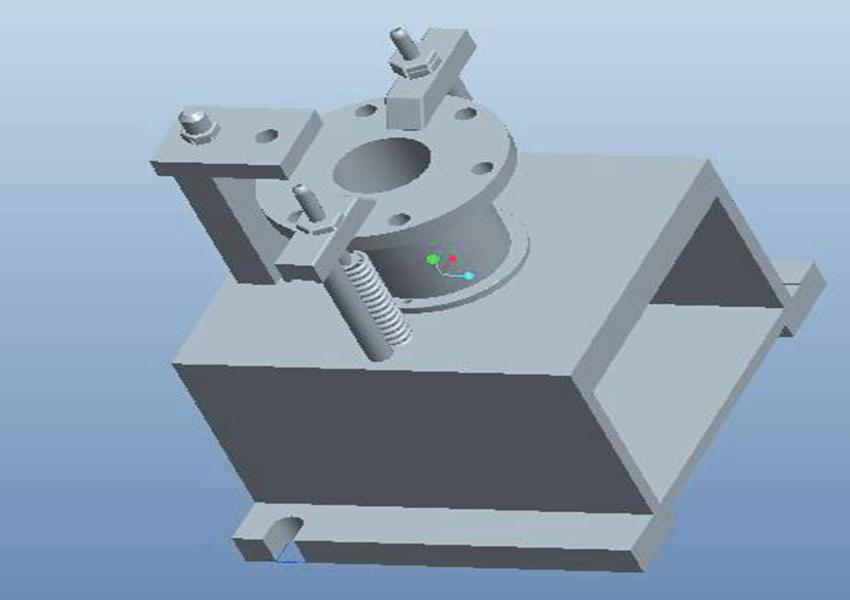
三、打孔、铣面工作服
设计方案要领:
1、如用得着,可在固定不动芯以及固定不动板上设计方案某些协助定位设备;
2、具体情况需根据产品品种做相对设计方案;
3、气缸根据商品尺寸和生产加工时支承状况而定。
四、数控车床、仪表盘筒夹
设计方案要领:
1、具体商品的内螺纹规格构造而定;
2、与商品内螺纹精准定位触碰的外圆在制做时得留单侧0.5mm的容量,后来装到数控车床上在镗孔到规格,避免表面淬火全过程造成 的形变和轴力;
3、装配线一部分的原材料推荐应用工具钢,支撑杆一部分45#;
4、支撑杆一部分的外螺纹M20为常见外螺纹,可根据具体情况调节该外螺纹。
设计方案要领:
1、装配线规格和构造根据具体商品的尺寸构造而定;
2、原材料应用45#,表面淬火解决。

设计方案要领:
1、具体规格根据商品的内螺纹规格构造而定;
2、与商品内螺纹精准定位触碰的外圆在制做时得留单侧0.5mm的容量,后来装到仪表车床上在镗孔到规格,避免表面淬火全过程造成 的形变和轴力;
3、原材料应用45#,表面淬火解决。
如有需要,欢迎致电详谈。

 微信二维码
微信二维码